
For shape and color inspection in the food Industry
Vision inspection machines play an increasingly important role in many industrial manufacturing processes thanks to their unique characteristic of both raising quality and cutting costs.

Although many vision tasks are nowadays easily addressed through machine vision (examples include determining the correct label position, inspecting the bottle seal finish, verifying that caps are securely tightened, reading QR codes, checking fill-levels), there is still a number of challenges to face in certain industry sectors, especially when inspecting natural food products.
In fact food products, such as baked or frozen goods, naturally feature a degree of variability in shape and/or color that traditional machine vision systems can hardly handle.
In the food industry the acceptance criterion is often a quite subjective combination of many parameters that even a quality assurance operator would find hard to describe and the severity of the defect itself is a complex mix of many variables.
For such applications imaging-based automatic inspection is not widely used yet and human operators are still employed. On the other hand in those cases where machine vision is applied, the vision task is usually accomplished by highly customized solutions that prove to be costly and rigid since they require experienced engineers for programming and they cannot be easily adapted to new production requirements.
Quite often, in fact, one single production line is used for multiple products and the end users wish to simply and rapidly modify the acceptance criteria in order to follow changes in production requirements (such as a different batch of ingredients) or simply inspect different products.
Traditional vision inspection systems are conceived to outperform human operators both in terms of speed and reliability but are not suited to meet the above-mentioned needs. In fact they have been mostly applied to industries that require to check whether a fixed set of parameters is out of tolerance or not, such as 2D non-contact metrology of turned or pressed parts.
To meet the specific needs of the food industry Opto Engineering in cooperation with its italian partner Sensure has applied neural networks technology to machine vision and developed an innovative and easy to use vision system that learns from examples as humans do: unlike traditional inspection systems, it can be quicky re-trained to sort a new product or adapted to a new batch of ingredients.
The system, named ALBERT™ (Fig. 1) is essentially a self-learning vision system for shape and color inspection, based on artificial intelligence techniques (a combined approach between statistics and neural networks technology). The core software is based on neural networks, software algorithms that mimic the human brain: vision systems based on these algorithms can learn from examples and are adaptive, i.e. they can be easily tailored to inspect new products.
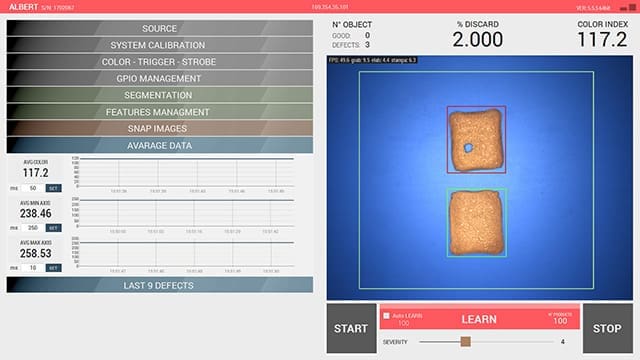
Thanks to a set of built-in features and its self-learning ability, ALBERT™ learns the characteristics of food products directly from the production line on a standard batch of products without complicated settings. The learning process is easily performed by presenting some products on the production line and activating ALBERT™ in “LEARN” mode during normal operation. Once the learning process is complete, ALBERT™ is ready for the INSPECTION” phase: the products deemed inconsistent with the desired level of quality are reported via an integrated light bar and can be rejected from the line by interfacing ALBERT™ with the most common ejection systems thanks to the preinstalled opto-isolated outputs. Users can additionally adjust the “severity” level of the control parameters without having to stop the line: a dedicated slider bar allows the user to loosen or tighten the sorting criteria, quickly and easily adjusting ALBERT™ to new quality parameters (Fig. 2).
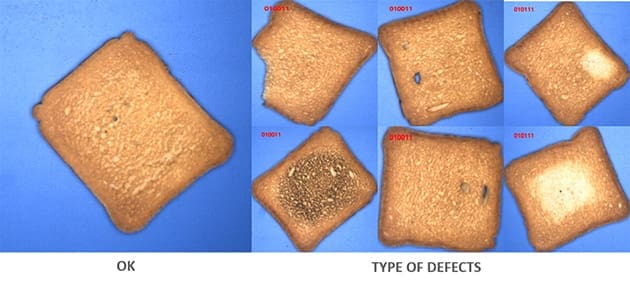
The system has proven to be successfull especially in the bakery sector for shape and color inspection of toasted bread slices (Fig. 3 and 4), cookies but also with meat products such as chicken chops in order to identify non-standard shapes or missing bread coating.
The system integrates a 1/1.8” 1.3mp camera coupled with an 8mm fixed focal length lens and “flat dome” LED illumination system (white color and strobe mode operation only designed for fast inspection) featuring a scratch resistant polycarbonate (Lexan Margard®) diffuser.
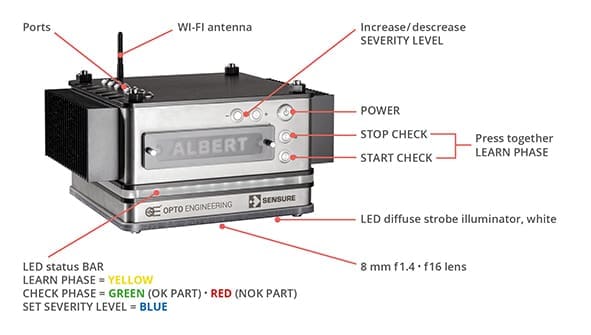
ALBERT™ can inspect products at an average speed of 1 m/s, processing approximately 20 parts per second (these are approximate and estimated values, higher speeds are possible depending on the type of production, the number of inspected parts per second may vary depending on their size and the speed of line). The system is designed to be fully compliant with the requirement of the food industry thanks to the IP65 protection and the adoption of appropriate materials. ALBERT™ communicates its status through a LED bar that turns red when defective products are detected. ALBERT™ features several I/Os including one opto-isolated input for the trigger signal, three outputs for LED light towers (2 outputs for the lights 1 for the siren), 6 opto-isolated outputs to be interfaced with up to six rejection stations (also via PLCs). ALBERT™ also features 2 ethernet ports for communication with PLCs and industrial PCs, wireless wi-fi for communication with industrial tablets, four USB 3.0 ports, one HDMI port and one DVI port. Power must be supplied via a 24V source. ALBERT™ can be easily installed by means of the four threaded holes (M8) located on top of the unit, making sure to respect the correct working distance from the conveyor belt.
The system is designed to meet the increasingly demanding needs of the machine vision industry that requires inspection systems that are both flexible so that can be quickly used to inspect new products and easy to use, thus not requiring experienced engineers to program and maintain them.
www.oe-albert.com


