
Tropical Food Machinery is an international company with two headquarters in Italy and Brazil, leading in the global field of fruit processing systems. The company currently has liaison offices in India, Costa Rica and the Asia-Pacific and West African regions.
Thanks to its decades know-how, the Company offers complete production plants for the industrial process of tropical fruit, producing finished products such as natural juices, concentrated juices, nectars, purée, fruit in syrup, sauces or jams.
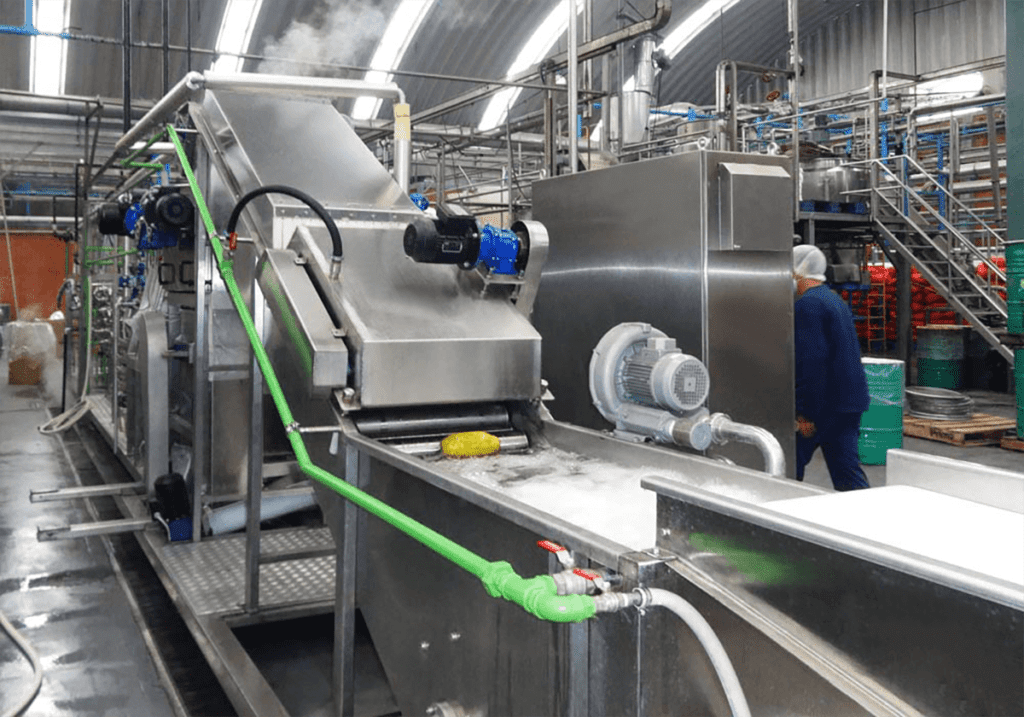
The company’ success over the years is certainly due to the pineapple processing plants: Tropical Food Machinery can boast dozens of active plants all over the world, with machines entirely designed around the pineapple juice extraction. Every plant includes the entire product processing, from the fruit receiving to the aseptic filling, and can process up to 20 tons of fresh fruit per hour.

Tropical Food Machinery portfolio also includes the development of multifruit processing lines.
These systems combine different extraction machines, each one dedicated to the processing of a specific type of fruit – whether with thick skin like pineapple, or stone fruit as mango or even fruit with seeds like maracuja.
In this way, it is possible to use a single multifruit line for the processing of different types of fruit according to the harvesting season, guaranteeing a continuous productivity, at high efficiency and with a very high level of quality in the final products.
Every production plant is designed and built in-house, tested before its delivery, enabling a complete control over quality and production data.
Every line is designed to satisfy a wide range of multipurpose technological solutions: mobile small-size plants can be used by producers or farmers in decentralized areas, reducing waste, diminishing management costs, and generating local economy; large-scale plants can meet high production demands, reducing waste, optimizing energy consumption and expanding the producers’ market.

As Stefano Concari, the company general manager, said: “This is what drives our company: working closely with our Customers to offer them the most suitable solutions for each project, improving our technologies”.
In R&D, the most important progress in recent years has been the development of Cerere 6000, an automatic banana peeling system.
Cerere 6000 can guarantee a very precise and complete automatic fruit peeling and a safe pulp processing, in inert atmosphere with antioxidant treatment.

The system can peel about 35,000 bananas per hour with a capacity of 6 tons of fresh fruit per hour and with a high-yield of extracted pulp.
For this reason, in 2021 the company received a prestigious prize in technological innovation, being awarded the International FoodTec Award by the Deutsche Landwirtschafts-Gesellschaft, a German agricultural company, and its specialized partners.
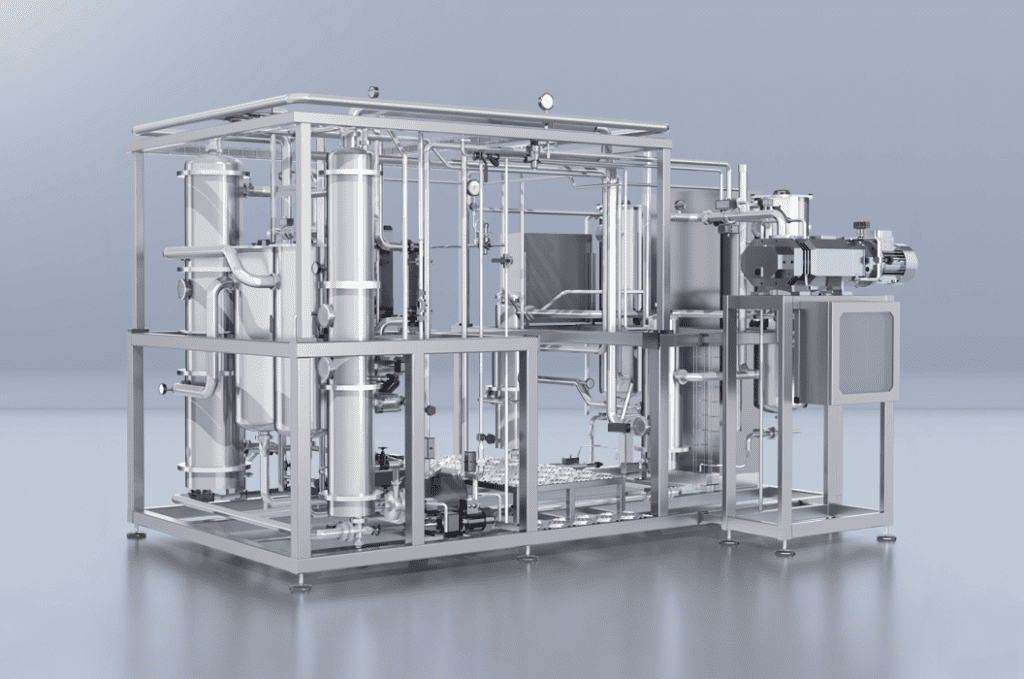
Another important achievement of Tropical Food Machinery is the development of Aroma Recovery System, an innovative and compact automatic machine that can be integrated into new or existing production plants without juice waste.
The system can extract and concentrate natural aromas and essences that would, otherwise, be lost in the juice extraction process – is a fact that any fresh product subject to an industrial processing risk losing some of its precious organoleptic properties, and the aroma among them).
The advantages of recovering aromas are many: the extracted aromas can be reintroduced into the product during the final processing stages, improving its characteristics, or it can be sold separately with an exceptionally fast return on investment. Indeed, high-quality natural flavours can command a considerable price for use markets such as food, beverage and cosmetics.


