“TFM is one of the major international players regarding the design and construction of dedicated banana processing plants.“
With decades of field experience on its back, the Italy-headquartered Tropical Food Machinery is a leading company in the global field of fruit processing machinery.
Founded in the late 1970s by a pioneering Italian entrepreneur, the company currently boasts an operating branch in the Brazilian state of Minas Gerais, two-fruit processing plants located in the north of the country, as well as liaison offices across the Asia-Pacific and West Africa regions, India and Costa Rica.


The company corporate philosophy revolves around the notions of flexibility and versatility, constantly seeking to identify the most appropriate solution in any particular case as it is well cognizant that customers’ needs depend on a wide range of factors, such as geography, ready access to market and a working supply chain.
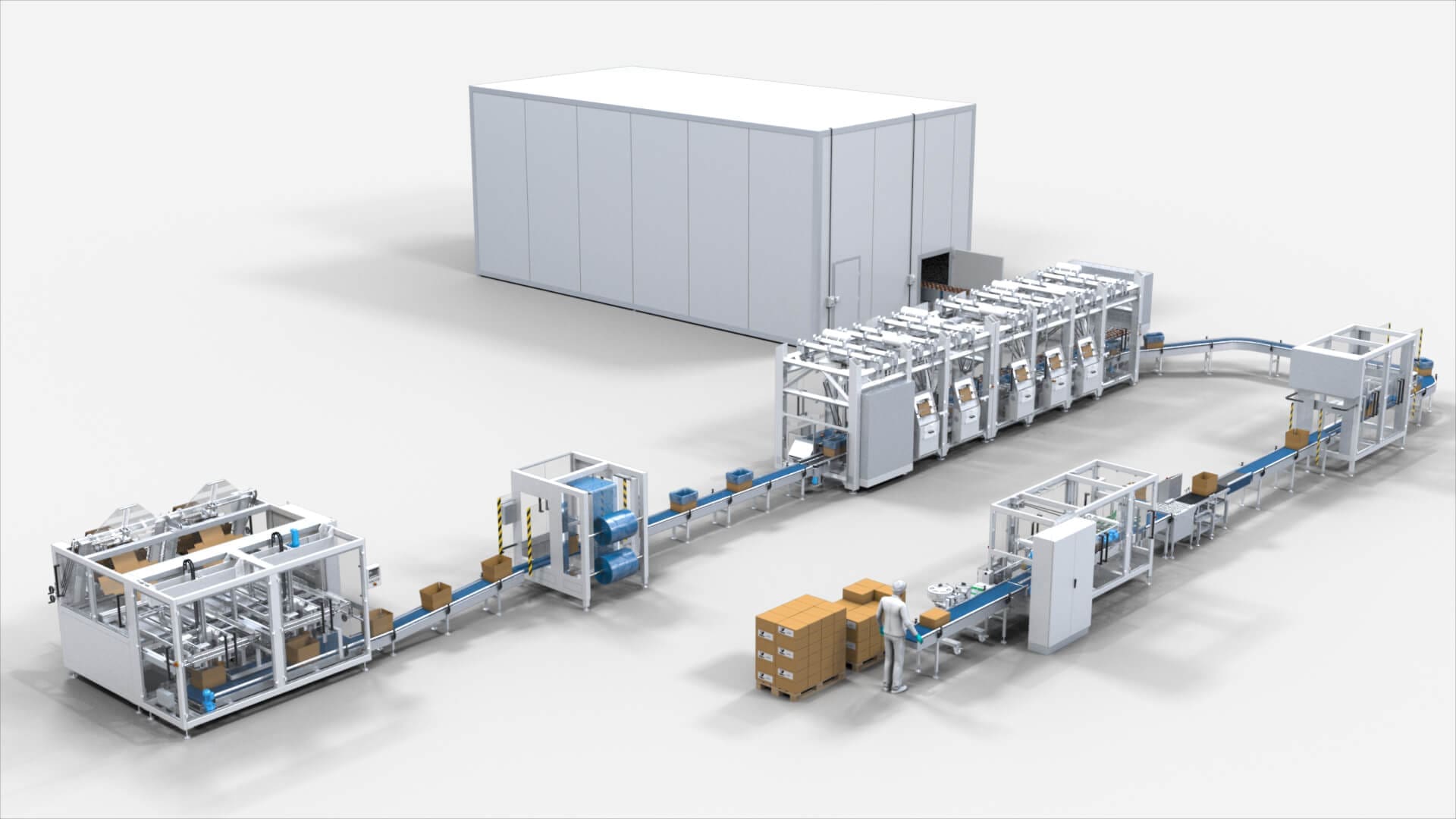
TFM is one of the major international players regarding the design and construction of dedicated banana processing plants.
Innovative technologies have been developed for the various stages of banana process, from the receipt of the raw material, manual and automatic peeling, to the aseptic filling of the highest quality purée available on the market.
The conventional sources had a market share of more than 95% of the banana puree market by source type in 2017. Even though the conventional segment is likely to lose BPS share, its dominant position ensures that it remains far ahead of organic source in the banana puree market at the end of the forecast period.
An incremental dollar opportunity of over US$ 265 million in the conventional segment from 2017 to 2027 is too lucrative to ignore.
Aseptic banana puree is produced economically as compared to acidified seedless banana puree, explaining its popularity in the banana puree market. The infant food segment is the largest in the banana puree market by application.
A rising number of women joining the workforce every year naturally demand good, nutritious, and ready-to-eat foodstuffs for their babies. Baby food consists of baby yoghurt, cereals, and oatmeal.
Baby yoghurt and cereals are often made of different fruit flavours with banana puree being especially popular. The market attractiveness of infant food is 2.1 in the banana puree market with beverages following closely behind at 1.8.
The infant food segment has been growing at a rapid clip because of the widespread use of banana puree in the production of a number of finished foods. The infant food segment is anticipated to be worth approx. US$ 250 million by end 2027, making it the largest segment in the banana puree market.
In 2019 Tropical Food Machinery has patented the new automatic banana peeler “Cerere 6000” which has a working capacity of 6 mT/h of fresh product and a pulp extraction yield of 60%.
“Cerere 6000” will guarantee you a precise automatic peeling system and a reduced use of workforce, a processing of the pulp in inert atmosphere with antioxidant treatment, a constant productivity and an excellent final quality. Every line is designed in-house and then built and tested before each and every delivery.

This enables a complete control over quality and productive speed, creating a strong sense of responsibility within the company’s workforce.
In addition to that, Tropical Food Machinery boasts a comprehensive after-sales support service that is able to provide spare parts and a prompt technical support if the need should arise.
In recent years, the interest of the retailers, driven by the increasingly tasteful market demand, has headed towards the constant improvement of the organoleptic characteristics of their products.
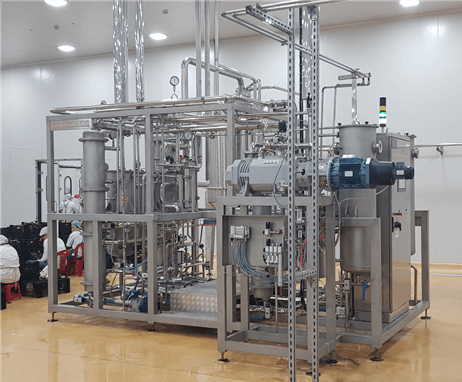
Waste reduction is also a growing focus. This is why Tropical Food Machinery has developed and designed Aroma Recovery, an innovative and compact automatic device capable of extracting aromas and essences that would otherwise be lost by the flow of natural juice.
Any product subject to industrial processing is liable lose some of its organoleptic properties, including the aroma. The loss can occur either due to the extreme volatility of these aromas during the extraction procedures of the product, or by evaporation during the heating or concentration phases.
Aroma Recovery is able to stem this loss. The unit consists of several vacuum condensation columns that condense the aromas using cooling fluids at different temperatures.
The aromas are then extracted by flash evaporation and, depending on the grade of quality, sent to one or more collection tanks or added straight to the product.
Thanks to its versatility, Aroma Recovery can be used with any aroma-rich product even if not processed by the process line.
The upsides of recovering aromas are manifold: the extracted aromas can be reintroduced into the concentrate coming out of the evaporator, improving its characteristics but also being sold separately from the product.
This makes for an exceptionally rapid return on investment. High-quality natural aromas in fact have a considerable price for use markets such as food, beverages and cosmetics – exactly the fields of application of this cutting-edge piece of machinery.